Dredging Hose
Large diameter rubber hoses for dredging applications
TANIQ has developed technology for optimized design and automated manufacturing of (floating) dredging hoses and on-board rubber dredge line components. This technology enables manufacturers of dredging hoses to optimize their hose constructions by reducing reinforcement material and reducing the stress concentrations in the coupling/flange areas. The robotic system enables to further automate the hose manufacturing process reducing the operator involvement to a minimum, and introducing greater consistency.
The technology is successfully applied for manufacturing of dredging hoses from ID400mm-ID800mm up to 12m long, having a 75 bar burst pressure. Reinforcement material savings up to 50% have been realized. Production time savings up to 70% have been realized.
New approach for optimizing reinforcement construction
State-of-the-art dredging hoses are reinforced with rubber skimmed cords/ rubberized textile sheets. These sheets are applied manually or semi-automatically on the rotating product mandrel. The cords are applied in sheets of approximately 200mm wide, and have parallel spaced cords. To obtain a balanced reinforcement layer, these sheets are applied in pairs of two, which are applied on top of each other in opposite direction, resulting in opposite cord angles (e.g. +/-54 degrees). At the coupling/flange area these sheets are manually cut, secured in place by metal wire hoop winding, and manually folded backwards into position. This is a proven construction method which enables to make good hoses. However, the reinforcement material is not used most efficiently, and the reinforcement construction in the coupling area introduces local stress concentrations and is skill and labor intensive to make.
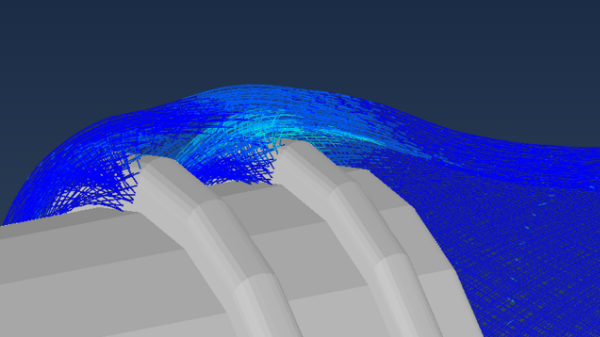
TANIQ has developed a new reinforcement design which is based on using single end reinforcement cords instead of textile reinforced sheets. Designing with single end cords instead of textile sheets eliminates the requirement of using paired layers, and enables to freely choose the required number of cords per layer. The optimal position of each cord can be mathematically determined and accurately placed on that exact position using accurate robotic equipment. Having accurate control over the cord positioning also introduces the possibility to optimize the reinforcement construction by optimizing the cord angles within 1 angular degree. Finally, the use of single end cords enables to integrally wind the metal couplings and flanges, eliminating the manual cutting/attaching steps and reducing the stress concentrations. Winding all reinforcement cords on their optimal winding angle with uniform tension results in most efficient material use whereby the cords are loaded on tensile strength. Compared to construction using rubberized textile sheets improvements of 50% material savings have been obtained.
To obtain high production speeds 16 or more cords can be wound simultaneously. Single end cord is commercially available and is supplied on standard bobbins. TANIQ works together with renown converters to develop the optimal (RFL) cord coating for each product and production process. For obtaining strong adhesion a thin layer of rubber is applied between the cord layers.

Optimization of multi-layer reinforcement structures
Large diameter dredging hoses require multiple layers of cord reinforcement to obtain the required (tensile) strength and pressure. Using single end cords introduces several advantages for optimizing multi-layer reinforcement structures.
To obtain a required burst pressure requirement when working with paired layers of textile sheet, many times an uneven number of sheets would be required. However, since it is not possible to apply an unequal number of sheets, the hose will be over-dimensioned. For example: to obtain a 75 bar burst pressure, 8.5 textile sheets would be required. Therefore, the hose needs to be constructed with 10 sheets, resulting in 17.6% over-dimensioning.
Using single end cords in combination with accurate winding equipment enables to accurately control the cord angles which makes it possible to vary the cord angle in the different layers, to optimally activate all cords in the outer layers, increasing the efficiency of the entire reinforcement construction. Material savings up to 50% have been obtained.

Integrally reinforced hose coupling
In a conventional dredge hose construction the textile reinforcement sheets are manually cut and fixed behind the retainer rings on the couplings by winding metal wire in circumferential direction over the sheets behind the retainer rings. This construction method is labor intensive and introduces local stress concentrations at the wire secured loose cord ends. Also, the product quality is dependent on the skill of the worker.
TANIQ has developed a method to eliminate the manual processes and minimize the local stess concentrations. The basis of the improvement is the continuous winding of the single end cords on the hose body and the metal couplings, resulting in an integrally reinforced metal coupling. To secure the cords in place they are wound over the steel retainer ring, wound circumferential on the coupling surface behind the retainer ring, and then wound back over the retainer ring again to continue its path on the hose body. As a result, no manual steps and no additional metal wires are needed . This integrated coupling principle has been successfully tested up to ID800mm for 75 bar burst pressure and 175 tons tensile strength.